Overview:
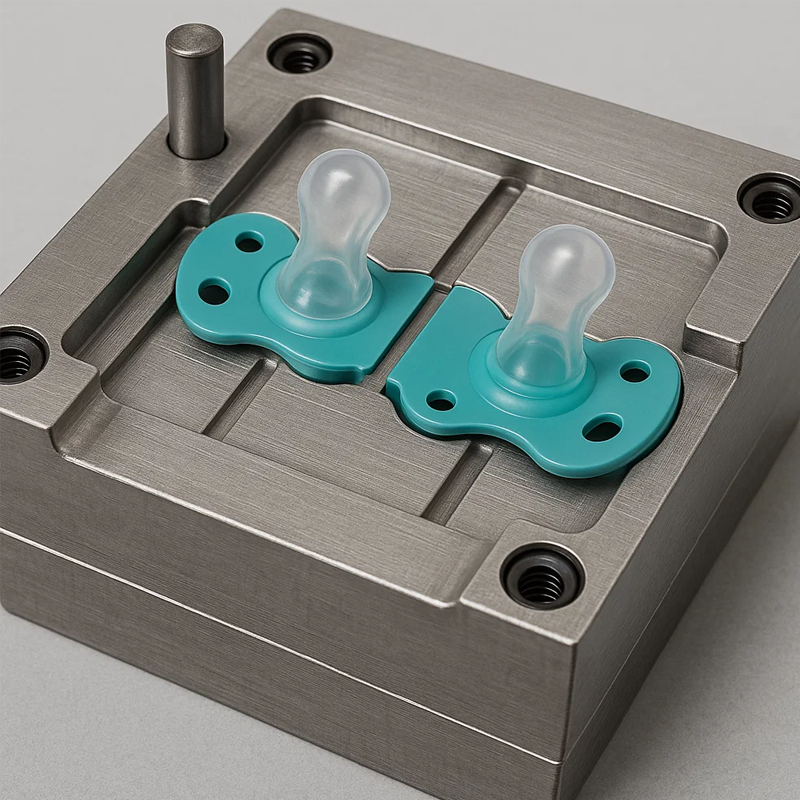
Our Custom Silicone/Plastic Composite Mold Tooling for Baby Pacifier Applications is engineered to produce two-shot pacifier components—combining a soft silicone nipple with a rigid plastic shield—in a single, streamlined mold. Utilizing advanced multi-cavity, multi-material molding techniques, each tool integrates both Liquid Silicone Rubber (LSR) and PP/ABS injection cores, ensuring precise overmolding accuracy, fast shot-to-shot transitions, and consistent part quality. Constructed from premium mold steels (such as H13 or NAK80) and heat-treated for optimal hardness and wear resistance, these molds are designed to withstand high-cycle production in hygiene-sensitive environments. As established OEM tooling specialists, we offer end-to-end services—from CAD/CAE design and mold flow analysis to prototype validation, full-scale manufacturing, trial runs, and after-sales support—delivering turnkey solutions that comply with ISO 9001 and ISO 13485 medical-device standards for durability, repeatability, and long-term value.

Characteristics:
| Attribute | Details |
|---|---|
| Place of Origin | Xiamen, China |
| Brand Name | OEM |
| Mold Material | H13, NAK80, P20 (or per customer request) |
| Runner System | Hot Runner (for LSR), Cold Runner (for Plastic) |
| Mold Design Software | UG/NX, SOLIDWORKS, PROE, CATIA, Moldflow |
| Shot Capacity | 4–8 Cavities (LSR & Plastic), Custom Layouts Supported |
| Sample | Available upon request |
| Certification | ISO 9001, ISO 13485 |
| Packaging | Custom Anti-Rust Packaging with Vacuum-Sealed Steel Wrapping |
| MOQ | Based on customer specifications |
| Lead Time | 30–45 Days (depending on complexity & cavity count) |
Surface Treatment Options:
- Titanium Nitride (TiN) Coating
Applies a hard, wear-resistant gold finish to core and cavity inserts, reducing friction and extending mold life in high-speed LSR and plastic cycles. - Hard Chrome Plating
Deposits a uniform chromium layer on critical strip guides and ejector surfaces to enhance corrosion resistance and improve release properties during deep-draw and overmolding operations. - Nitriding
Diffuses nitrogen into the tool steel surface to boost hardness, fatigue resistance, and wear durability without altering the mold’s core toughness—ideal for multi-shot cycling. - Precision Polishing
Achieves a mirror-like finish (SPI Class A1) on cavity surfaces for superior part surface quality, minimizing silicone-to-metal adhesion and ensuring consistent surface finish on the nipple portion.
Quality Assurance:
Our comprehensive QA regimen adheres to ISO 9001 and ISO 13485 protocols, ensuring each mold meets exacting medical-grade specifications:
- CAD/CAE Validation
- Perform mold flow analysis and stress simulation to optimize gate locations, ensure balanced filling for both LSR and plastic, and prevent weld lines or flash.
- Dimensional Verification
- Use Coordinate Measuring Machines (CMM) and Optical Comparators to confirm core/cavity geometries within ±0.01 mm tolerances.
- Hardness & Material Testing
- Conduct Rockwell hardness tests on tool steel components post-heat treatment to verify target HRC values.
- Inspect steel microstructure to ensure proper nitriding penetration and uniform TiN coating thickness (typically 2–3 µm).
- Surface Finish Inspection
- Utilize surface profilometers to measure Ra < 0.1 µm on all LSR-contact surfaces.
- Conduct bore scope checks inside water lines and cooling passages for contamination or machining defects.
- Trial Run & Sampling
- Perform on-press trial runs under production-like conditions, molding both silicone nipple and plastic shield.
- Inspect demo pacifier samples for flash, dimensional accuracy, and complete overmolding (no delamination between materials).
- Final Documentation
- Compile first-article inspection reports, material traceability, and process parameter sheets for each mold.
- Package detailed maintenance instructions and run-rate projections for customer reference.
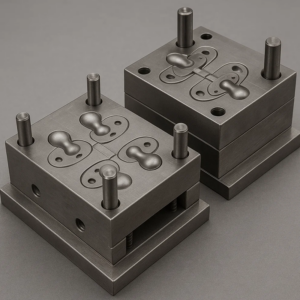
Factory Show:
Our cutting-edge tooling facility features a fully integrated workflow under one roof. We maintain 5-axis CNC machining centers for high-precision core and cavity blocks, mirror and conventional EDM machines for complex undercuts and micro-features, and slow-speed wire EDM systems for ultra-fine detail work. Post-machining, molds undergo controlled vacuum heat treatment and nitriding to achieve optimal hardness. A dedicated polishing area ensures SPI Class A1 surface finishes, while TiN plating bays and hard chrome lines apply specialized coatings under scrupulous quality control. All molds are dimensionally verified on state-of-the-art CMMs and optical projectors. Our factory is fully accredited to ISO 9001 and ISO 13485, and features segregated production zones for prototype approval, pilot runs, and final mold assembly—ensuring contamination-free environments and consistent quality for every Custom Silicone/Plastic Composite Mold Tooling solution.
