At Toolingsun, a high-quality precision tooling and manufacturing partner, we rely on Wire EDM (Electrical Discharge Machining — wire cutting) every day to produce complex, high-tolerance components for OEMs and suppliers. Wire EDM is a cornerstone process when conventional machining can’t deliver the geometry, finish, or material compatibility required. This guide explains how wire EDM works, its classifications, characteristics, applications, electrode wire selection, comparisons with other methods, and practical considerations for design-for-manufacturability (DFM) in a production environment.
What is EDM Wire Cutting: How Does It Work?
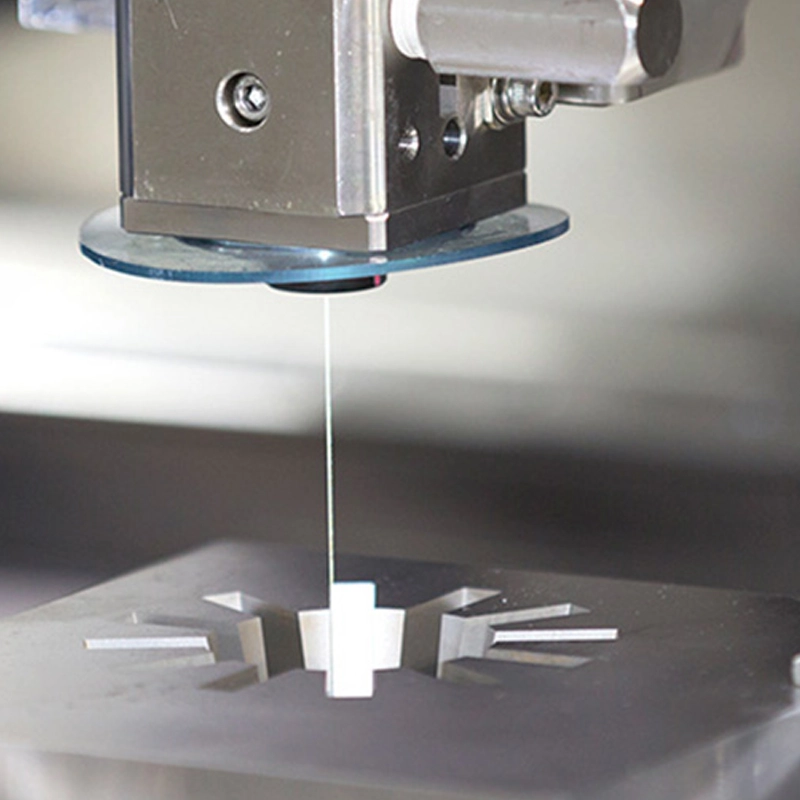
Wire EDM uses a thin, continuously fed electrically conductive wire (usually brass, coated brass, or molybdenum) as an electrode to erode material via rapid electrical discharges (sparks). The part is submerged in dielectric fluid (typically deionized water), and a controlled series of sparks vaporizes microscopic amounts of metal where the wire passes. Because the wire does not contact the workpiece mechanically, Wire EDM can accurately cut very hard materials, produce intricate internal shapes, and deliver tight tolerances with excellent surface quality.
Key control parameters include pulse energy, wire speed/tension, machining path programming, and dielectric flushing. Modern CNC EDM machines integrate high-precision guides, automatic wire threading, and real-time adaptive control to maximize accuracy and productivity.

Classification of Wire Cutting
High-Speed Wire Cutting (Fast Wire EDM)
Optimized for rapid roughing and high throughput on less demanding finishes. Used when cycle time is critical and geometry allows slightly larger tolerances.
Low-Speed Wire Cutting (Slow Wire EDM)
Focused on ultra-precise finishing passes, surface integrity, and minimal recast layer. Ideal for final sizing, tight tolerances, and delicate features.
Medium-Speed Wire EDM
Balances speed and finish; commonly used for complete part cycles where one or two finishing passes achieve final spec without excessive machine time.

Characteristics of Wire Cutting
- Ability to machine very hard alloys and heat-treated steels without inducing mechanical stresses.
- Excellent geometric freedom: internal cutouts, sharp corners, and spline or profile geometries that are difficult or impossible by milling or turning.
- Very tight tolerances and good surface finish (sub-10 µm can be routinely achieved with proper setup).
- Minimal burr and no mechanical cutting forces, preserving part integrity.
- Relatively slow material removal for bulk stock—best suited for profiling, trimming, and high-precision features.
Common Wire Cutting Materials
Wire EDM routinely machines:
- Tool steels (H13, D2), hardened steels
- Titanium alloys and Inconel (superalloys)
- Carbide (via specialized methods), copper, and brass
- Stainless steels (300/400 series)
- Exotic alloys used in aerospace, medical, and die-making

Wide Application of Wire Cutting
Mold Processing
Profiling complex cavities, electrode cutting for EDM sinking, and trimming hardened inserts.
New Product Trials
Rapid, precise prototypes with intricate internal features or multi-cavity profiles.
Processing Hard-to-Process Parts
Wire EDM handles hardened, sensitive, or thin-walled components with minimal distortion.
Cutting Precious Metals
Fine jewelry components and watchmaking parts benefit from the non-contact cutting.
Applications: Industries Where Wire Cutting is Applied
Aerospace, Defense, Automotive Industries
Critical components, fuel-system parts, and hardened tooling.
Alloy Tool Industry
Punches, dies, and progressive-die inserts with precise profiles.
Jewelry and Medical Fields
Micro-components, stents, surgical instruments.
Other Industries
Electronics, semiconductor tooling, and micro-mechanical devices.

Selection of Electrode Wires
Choosing the right wire impacts kerf, surface quality, and feed rates:
- Brass wire — general-purpose, good conductivity, cost-effective.
- Coated brass (e.g., zinc- or tellurium-coated) — improved cutting stability and finish.
- Molybdenum — for very fine features or higher-temperature stability.
- Specialty wires — for ultra-high speed or abrasive materials.
Wire diameter, coating, and machine pulse settings are tuned per material and feature size.

Comparison with Other Cutting Methods
1. Application Range Comparison
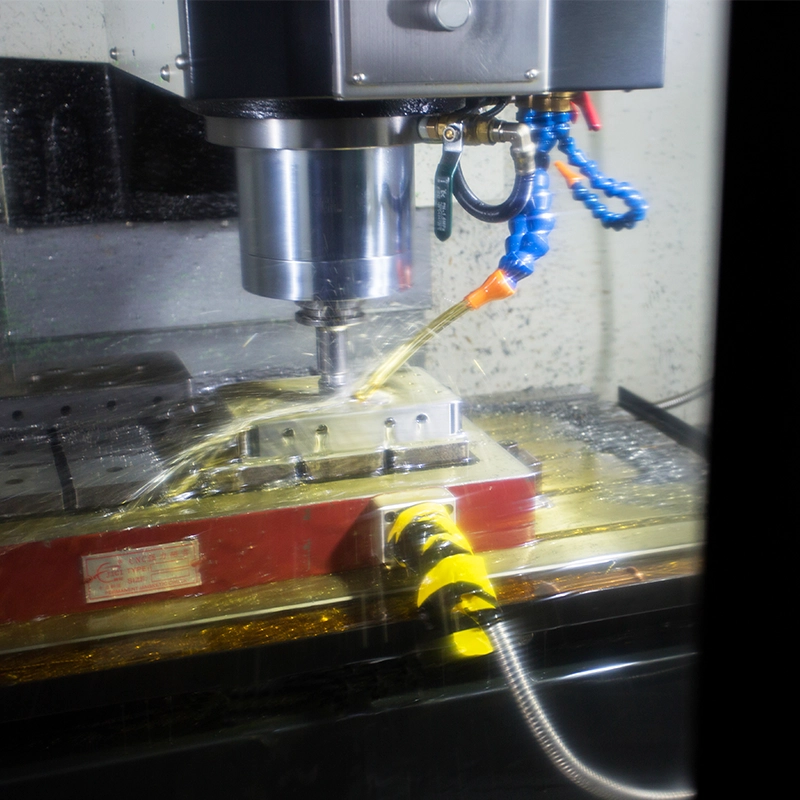
Wire EDM excels with hard materials and complex internal geometries; milling/turning are better for bulk stock removal and simpler shapes.
2. Cutting Thickness Comparison
Wire EDM can cut thick blocks but is slower than conventional drilling/milling for large volumes of material removal.
3. Cutting Speed Comparison
EDM is generally slower in material removal than milling; fast wire EDM narrows the gap for suitable geometries.
4. Cutting Precision Comparison
Wire EDM provides superior precision for profiles and tight tolerances compared to most mechanical methods.
5. Cutting Width Comparison
EDM kerf is defined by wire diameter and sparking gap—typically narrow and highly repeatable.
6. Cutting Surface Quality Comparison
Wire EDM finishes are often superior to rough milling and can approach ground or lapped surfaces with finishing passes.
Conclusion
Wire EDM cutting is an indispensable technology for high-precision manufacturing where complex geometry, hard materials, and tight tolerances converge. For B2B programs, integrating EDM early in the DFM process will often reduce downstream costs, shorten development cycles, and enable designs that are impossible with traditional machining alone.
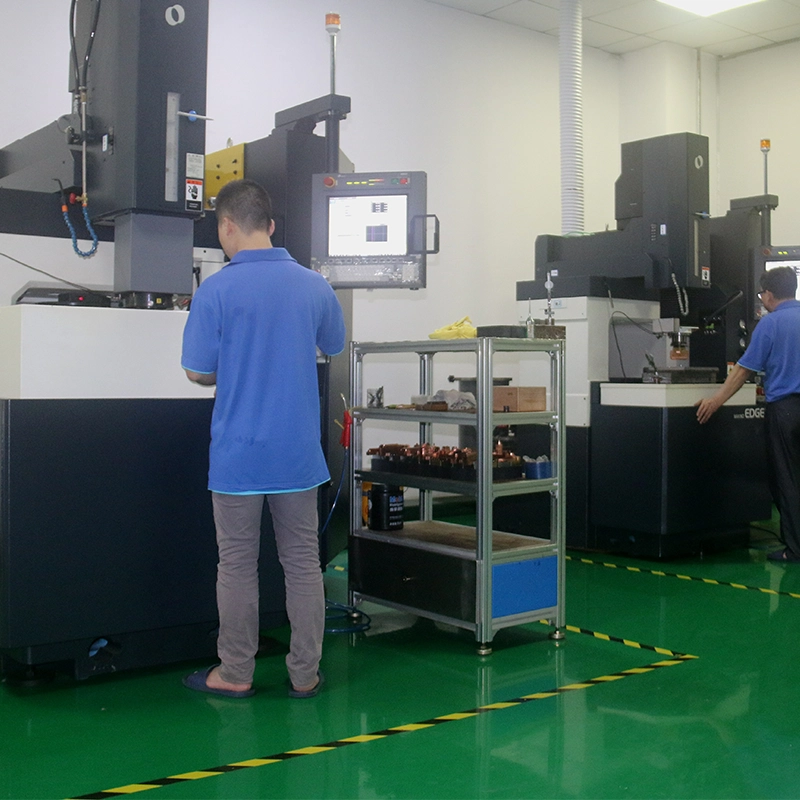
At Toolingsun, we provide a full one-stop service: prototyping, DFM review, Wire EDM profiling, finishing, inspection, and repeatable OEM service production. Our manufacturing cell combines high-quality EDM machines, experienced operators, and rigorous inspection (CMM, roundness, surface metrology) to meet demanding supplier and OEM requirements.
Have a part that looks ideal for Wire EDM? Contact Toolingsun today for a technical review, time-and-cost estimate, or sample cut. We’ll help you determine the best wire, strategy, and tooling to deliver precision parts on schedule.